Additive Manufacturing
Technicians should always undertake a comparative analysis of the manufacturing processes best suitable for their particular laboratory.
Additive manufacturing has always been present in the dental laboratory industry as one of the more significant processes technicians use—whether used for building up wax to make casting patterns or stacking porcelain in successive layers and fusing to metal to replicate nature’s optical works of art. While additive processes are not new, the recent introduction of technologies and digital tools can now replicate and automate some of these manual process steps.
This article will consider the impact of these additive manufacturing technologies, their current fit as new tools to automate workflow, the potential disruptive impact on the industry in general, and some suggestions on how best to approach evaluating and benchmarking the various systems currently available on the market.
Manufacturing Fundamentals
First of all, look at how things are made. There are three fundamental ways to create objects. There is subtractive manufacturing, such as milling, carving, and filing. Chipping at a chunk of flint, for example, to create an arrowhead is a form of subtractive manufacturing. Second, there is formative manufacturing, such as casting, molding, and shaping. An example of formative manufacturing would be heating a solid material until it becomes soft and then squeezing, pressing, or pouring it into a shape or mold. Formative manufacturing has been used since the first copper/bronze axes were cast. Finally, the third method of making a product involves using additive manufacturing processes, such as stacking porcelain by hand to build up a crown or using 3D printing or laser sintering machines to produce dental models or substructures layer by layer.
Revolutionary Disruption
Is there precedent in other industries for the degree of potential disruption that could be seen in the dental laboratory industry as workflow processes become more automated? Absolutely. Consider the hearing-aid industry. Twenty years ago, all custom in-the-ear (ITE) hearing aids were made by hand. The workflow shared many parallels to the pre-digital dental workflow. It started with impression material capturing the information from the patient, followed by shipping the impression to a hearing aid manufacturing laboratory. In steps similar to those in a dental laboratory, a technician would then manually stack, trim, cure, and shape the hearing aid by hand. The process was labor intensive, slow, and the remake rate was high. Today those manual processes are almost 100% obsolete along with the companies that did not adapt and transition to digital workflow processes. In its place is an industry that is leaner, better, and faster, and is providing a higher margin for the manufacturers and a better product for the patient.
“Revolutionary disruption” happens all the time, and no two industries follow the exact same path of conversion from “old way” to “new way.” However, there is a general trend for industries undergoing transition—failure to anticipate and accept change is followed by denial and, ultimately, obsolescence of those who do not adapt.
So what is there to do? On one hand, sitting still and gradually being left behind is not an option, while on the other hand rushing headlong and investing in non-proven workflows and technologies can be equally risky.
Additive Versus Subtractive
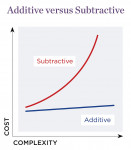
The primary advantages of current additive manufacturing processes are speed and waste reduction, which leads to saving money while not compromising complexity and detail.
Milling is a “series” manufacturing process whereas “layer-additive” manufacturing is a parallel process. For example, with milling it takes 15 minutes to mill a wax coping, it will take 30 minutes to mill two units and 45 minutes for three units. Using 3D printing, if it takes 5 hours to produce 100 copings, it will still only take 5 hours to manufacture 200 wax copings. The area of the sum of all the surfaces determines milling process time, whereas with a 3D printing process, the volume, quantity, and complexity are of low significance. What primarily counts is the number of layers, ie, the “height of the tallest” part in the batch array. When milling models for example, there tends to be a play between detail and productivity, with small negative details compromised for the sake of speed. On the other hand, models produced using the stereolithography (SLA®) printing process tend to have greater detail than milled models especially in regions of negative details, such as fosse and interproximal gaps.
Subtractive manufacturing generates waste. In certain cases and with certain materials, the material is recyclable. However, there is always a loss associated with this scrap. In the case of milling models, the cost of billet lost to scrap usually exceeds the cost of material remaining behind in the model. When SLA is used, material waste is a tiny fraction of what goes into the actual model. Granted, SLA resins and rapid prototyping (RP) materials are generally more expensive than milling billets, but 3D printing in general will cost less in materials, especially when it comes to the use of CoCr in the direct metal-layer sintering process.
A second and often more significant savings in materials comes from “design efficiency optimization”—a function of all digital workflows. Basically a coping designed in CAD, printed or milled, can have a constant wall thickness unlike those made by hand. Companies that have transitioned to fully digital realize significant savings in precious metals.
Part Complexity and Detail
Both subtractive and additive processes can express very fine detail. However, what differentiates the additive process is that there is almost no cost associated with increased detail or complexity. This is one of the key strengths of additive over subtractive for use in the dental industry, especially for the production of dental models derived from data transmitted by digital intraoral impression scanners, which tend to capture a great deal of critical detail.
Rapid Prototype Technologies and Benchmarking
So let us take a look at the different layer additive technologies currently being used in dentistry, what these tools look like, where they fit into the workflow and what their strengths and weaknesses are. Most importantly, how should one evaluate these technologies? First we will look at the primary technologies within the family of 3-dimensional (3-D) printers (Table). (Please note that technologies that do not deliver on the fundamental of “accuracy” are not included. It’s a given that the number one capability is “fit.” If the product does not easily yield fit higher than that of conventional processes, it is not mentioned below.)
At this point in time, all the systems share the common approach to making products in that they selectively sinter, cure, inkjet, and or bind successive 2-dimensional (2-D) layers of a material from the bottom up to create a 3-D object. The process of selectively modifying the raw material is what will ultimately determine the “product output.” For example, if you are sintering or binding a powder, the features of the object being made cannot be smaller than the particle size of the powder grains being used. If you are curing with a laser or a DLP projector, the features of the product being made cannot be smaller than the diameter of the laser or projected pixel.
One can think of this fundamental limitation to resolution in the same way one looks at any other manufacturing process such as milling. For example, a mill cannot express a negative feature—such as an interproximal gap smaller than the diameter of the cutter. Where 3-D printers come into play here is that the lasers and projected pixels are an order of magnitude smaller of that of a physical cutting tool found on the typical CNC mill used in dentistry. CNC cutting tools range between a 0.75-mm and 1-mm (1,000 µm) diameter while a typical SLA system has a laser diameter of 0.1 mm (100 µm). Additionally, a mill is a mechanism with physical mass or weight that limits velocity and, thus, productivity. A mill moves a subtractive vector with a max velocity that is measured in inches per second. A laser mirror-drive or a DLP chip can move an additive vector in an equivalent of meters per second, curing entire platforms of hundreds of unique complex parts in seconds. This is where the “rapid” comes from in “rapid prototyping” (RP). It is a “parallel process” of mass custom manufacturing, or batch manufacturing, whereas CNC is a “series process” where you can only make one part after another.
Material Cost
Aside from speed and resolution (or fidelity), there are other distinctions between the two production processes—namely the cost. In general, layer-additive manufacturing processes create little waste. Unlike a CNC machine where you are carving away a block of material to produce the desired product and generate waste in the form of chips, rapid prototype machines simply cure or sinter materials in precisely the form and position where you need them. In the case of SLA, DLP, and direct metal-laser sintering (DMLS) you can recycle the unused material back into the next build. Some material will be lost in the form of support structures; however, in general it is a small percentage of the product being produced. One huge implication of this is your ability to hollow out CAD files and see massive actual reductions in material consumption. With SLA, the liquid occupying the hollow region goes back into the vat and subsequently back into the next build.
For inkjet printers such as the ProJet™ (3D Systems) and the Eden 260V™ (Objet), waste can be higher than systems using SLA, DMLS, or DLP technology. This is because the support material fills the entire footprint of the part, plus, there is also some material lost during the jetting process, hence the savings from hollowing a file are not as significant as they are when compared to SLA process. The bottom line is not to use the raw material price per kilogram as a measure of process cost. Some companies sell material at half the price of others but waste more than twice as much during actual building or support removal. Make sure you bring this up when benchmarking and try to drill down to the true usage cost.
Material cost is not just reflective of material usage. There are other factors such as system and maintenance cost. There are also other consumable hidden costs such as print heads. Make sure you understand the significance of these before you make an investment.
Touch Time
One very interesting and sometimes overlooked or hard to quantify cost is the “post processing” labor cost. It is critical that you do not underestimate what is involved in cleaning a part. Any process that requires manual picking, scraping, inspecting, sharpening of margins, and consumes many minutes of labor per unit produced will not be scalable in the long term. The best processes are those that allow for post process “automation” of entire batches. The SLA process is at the top with respect to automation. You can simply take a platform out of the machine, put it in a dishwasher, press a button, and walk away. The Perfactory produces a support structure that can be left in place and used as a sprue. The ProJet DP and MP produces substructures and models in which you can parallel post process multiple models at once. If your production volume exceeds 50 units of custom models/substructures per day, you absolutely have to do your diligence on what is called actual “touch time” per unit. Every second accumulates as a factor of volume and can crush the profit margin if not taken into account.
Conclusion
Competent diligence is critical to integrating any new technology into your dental laboratory. Always try to replicate the actual workflows that you are looking to create, time every step no matter how trivial, and always involve your dental technicians in any evaluation process. Above all, look out into the market for technology that has demonstrated viability. Always ask the company that you are interacting with for a reference account, with a growing population of multiple machines, and above all keep benchmarking, and keep asking questions.
About the Author
Patrick Dunne is an industrial design engineer and director of applications development at 3D Systems. Prior, he developed the dental model manufacturing strategy for Brontes Technologies.